


 1509
1509
引言
在现代海军军事行动中,对深海水域潜艇的探测和跟踪是至关重要的任务。数十年来,被动式声纳浮标一直是海军执行此类任务的主要手段。然而,随着军事技术的发展,带有干扰装置的静态潜艇出现,这对声纳浮标技术提出了新的挑战。为应对这一挑战,主动式声纳浮标应运而生,它通过向水下发射声脉冲信号并接收水下固态物体的反射信号来探测和跟踪敌方潜艇。这种主动式声纳浮标具有探测范围广、工作时间长的显著优势,极大地提高了探测效果。

但这一优势的发挥离不开配套电池的支持,主动式声纳浮标对电池性能提出了更高要求,需要电池具备更大的比能量和比功率。传统浮标所使用的电池已无法满足这一严苛的使用要求,而锂电池凭借其独特的各种特性,恰好能够满足此类特殊应用场景的需求。在锂电池组批产以满足声纳浮标使用的过程中,关键工艺的质量把控成为了核心问题,其直接关系到声纳浮标能否稳定、高效地发挥作用,而其中激光锡球焊锡机等先进工艺设备和技术扮演着至关重要的角色,是提升整个锂电池组质量和性能的关键因素。
一、现有方案及质量不稳定风险
(一)现有方案概述
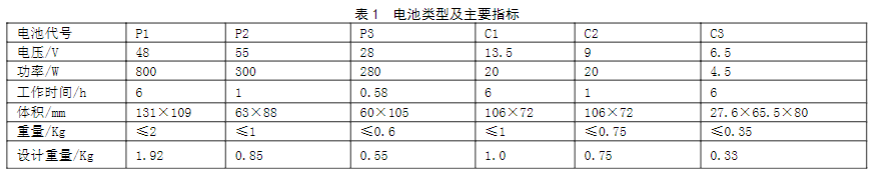
本研究涉及六种规格的电池,它们分别选用不同规格的圆柱型单体电池串并连设计,其设计思想与技术平台基于现有武器型号用锂电池技术。每只电池组由单体电池、铝合金外壳、磁保持继电器、减震垫等几个部分构成,主要技术指标详见表1。
(二)质量不稳定风险分析
经深入分析,现有方案及批量生产主要面临以下风险:
1.指标满足性风险
在结构指标方面,虽然电池组尺寸目前能满足指标要求,但电池组重量余量却存在问题。尤其是C1、C2电池组基本没有余量。在后续批量生产过程中,受到诸如单体一致性、装配过程中的其他不可控因素影响,极易出现重量超差的质量问题,这种问题一旦出现,极有可能导致批次性报废。因此,在电池组设计环节,需要在保障性能的前提下,对重量指标进行优化。
2.批产工艺技术风险
电池组生产工艺流程可简要通过图1表示。在生产过程中,单体电池串联焊接工艺和元器件焊接工艺是重要环节。目前,单体电池之间的串联焊接采用手工点焊方式,操作人员需用双手分别手持电极棒进行操作。在批量生产时,这种人工操作方式存在诸多弊端。由于长时间工作,人员容易疲劳、懈怠,进而导致焊接缺陷。而且,此过程属于特殊过程,焊接质量不可检测,这就如同埋下了一颗“质量炸弹”,极易引发质量隐患。根据样机生产的实际效果来看,手工焊接方式对于C1、C2、C3、P1四种电池的串联点焊并不适用。
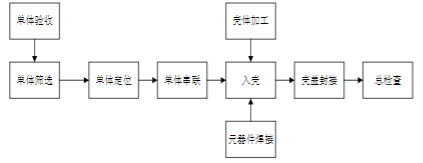
主要原因在于,这四种单体电池正负极均有镍带引出,镍带底部带有软封装结构。在点焊过程中,容易因压力不均匀而出现点穿、炸针、严重飞溅等现象,导致工艺质量极不稳定。此外,目前的元器件焊接主要依赖手工,随着批量生产的推进,生产效率和生产质量管控都将面临新的难题,迫切需要引入自动化焊接工艺来替代手工焊接。
二、质量提升方案
本研究旨在通过多种途径实现质量提升,包括设计改进、工艺改进以及批产过程管控的加强,以满足小批量生产需求,并提高批产产品的整体质量水平。
(一)设计改进与质量提升
电池组的重量主要由单体电池、铝合金外壳、磁保持继电器、减震垫等部分组成。其中,单体电池重量固定,已无减重空间;继电器、减震垫等所占重量较小,从这些方面入手减重难度较大。因此,减重的重点考虑方向是铝合金外壳。
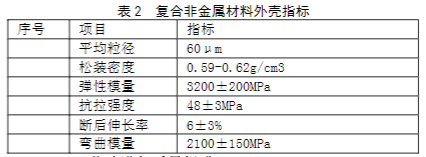
经过充分调研和初步试验,我们发现可采用尼龙+玻璃纤维复合非金属材料替代铝合金进行壳体设计。这种复合材料的密度仅为铝合金材料的一半,其加工可通过先进的激光选区烧结成型技术实现。所采用的玻璃纤维/尼龙复合材料制备的外壳,主要成分是体积分数为70%的尼龙和30%的玻璃纤维材料,具体性能指标见表2。
电池组需要经历运输振动、冲击、加速度、跌落试验等环境试验,经过验证,玻璃纤维/尼龙复合材料外壳在跌落试验中表现良好,可以满足使用要求。经过计算,六种电池组在更改外壳材料后,重量余量均可超过15%,这一改进基本杜绝了因设计造成的重量超差质量问题。
(二)工艺改进与质量提升
针对现有工艺存在的风险以及设计改进后所需的新工艺方法,我们以大胆创新和充分验证为指导思路,通过引入新技术、新方法,推动工艺从手工操作向自动化、参数化方向发展,主要涉及以下工艺改进:
1.玻璃纤维/尼龙复合材料增材制造技术
利用玻璃纤维/尼龙复合材料增材制造技术实现电池组外壳的高效精密加工,其核心技术是激光选区烧结。该技术是利用激光对粉末材料进行高温熔融固化,并层层堆积,最终制造出实体产品。其工艺过程见图2。
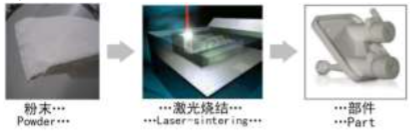
这种加工方式精度可达到0.05mm,加工速度可达48mm/h以上,具有效率高、省去开模成本等优点。通过精心选择材料及配比、合理设定加工粉末厚度、科学设置三维数据切片方式,并利用高精度设备进行工艺材料与参数的摸索和实物验证,结果表明该技术可满足使用要求。它不仅保证了设计改进的可行性,而且与铝合金机加工相比成本接近,与模具注塑相比,可节省开模费用,加工周期缩短50%以上,加工费用节约20%以上。
2.玻璃纤维/尼龙壳盖超声波封接技术
当采用玻璃纤维/尼龙制作壳体与盖后,原有的螺钉紧固方式已不适用于壳盖连接,因为长期使用后尼龙螺纹容易遭到破坏,从而失去紧固作用。因此,我们采用胶粘固定后再超声波焊接的方式进行壳盖连接。其中,胶粘固定选用NQ704硅橡胶,它一方面在固化后能够保护单体电池免受盖挤压或单体电池移位的影响,另一方面可保证壳盖相对固定,防止在超声波焊接时出现焊偏现象。超声波焊接采用环形焊接方式,使圆形的盖子与圆柱壳体的壁板在超声波作用下熔接。所使用的超声波焊接机具体参数如下:
输出功率:3200W;
工作行程:75mm;
熔接时间:0.019.99s;
核心部件:1100W三合一聚能;
频率:15KHz。
通过对该工艺参数进行深入摸底与试验,试制样品的样件封接抗拉强度大于180N,展现出了较好的封接效果,大幅提高了电池组的壳盖封接强度,保证了在各种环境条件下的封接质量与可靠性。
(未完,接下篇)




