


 2667
2667
一、死掉的烙铁头
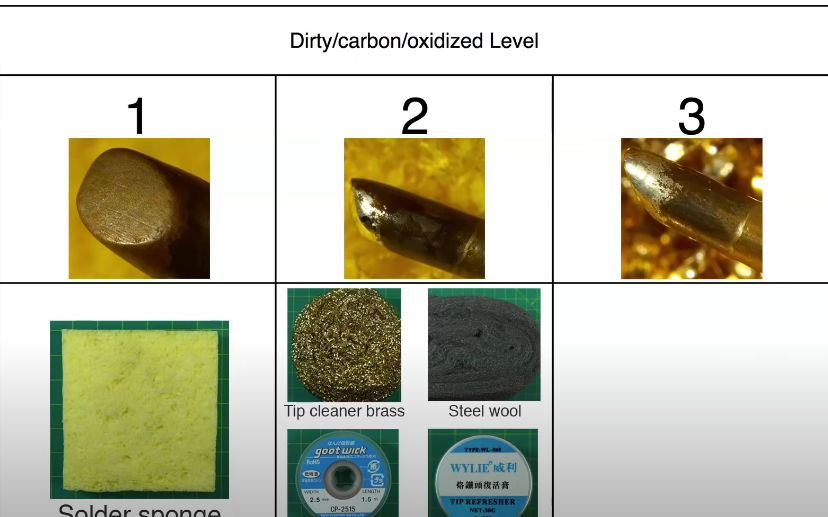
焊死的烙铁头表现在无法上锡。 造成烙铁头焊死的原因主要是由于温度过高,在烙铁表面产生了氧化层。 第二种原因就是碳化后的助焊剂附着在烙铁头表面。 这种黑色碳化助焊剂会越积越多。 第三种原因是焊接海绵上残留污渍的影响,使得烙铁表面产生灰暗颜色。
▲ 图1.1.1 焊死的烙铁头
二、复活烙铁头
1、一级污渍
这种高温氧化造成的烙铁焊死比较容易去除。将烙铁温度调整到正常,然后利用松香芯焊锡上锡。 然后在含水焊接海绵上进行清理,便可以露出原来的烙铁头表面。 这是一级污损清理方法。
2、二级污渍
在烙铁头侧面的这些碳化污渍则属于二级污损, 焊锡无法吸附在其表面。 可以看到利用焊接海绵很难去除这样的污渍。 这属于二级污损的情况。 下面测试几种去除烙铁头二级污损的方法。
首先使用这种焊接专用的铜网来清理烙铁头侧面的二级污损。 在烙铁头上补充一点焊锡之后,在铜网上进行反复摩擦。 可以看到污损减少了。 清理后的表面恢复了焊锡的浸润特性。 这种方式反复几次,可以逐步扩大清理表面。 这种方法清理效果有一个极限,只能对于侧面二级污损进行去除。
▲ 图1.2.1 利用焊接铜丝网清理烙铁头
把这种铜丝网无法清理的污损称为三级污损。 这种中型平头烙铁具有很多的侧面污损, 利用铜网可以清理掉前面的污渍。后面还会剩下较厚的污渍。 下面使用一下这种更加坚硬的钢丝绒。 它具有更强的磨损效果。 这种碳化钢丝可以比较容易的被点燃。 利用钢丝球对烙铁头进行反复摩擦。 但是后面的三级污损依然顽强的附着在烙铁头表面。 这里又多了一个清理二级污损的方法。
下面测试一下这种吸锡铜网复活烙铁头的效果。 可以看到它比较轻松的去除了一级污损。 在加大焊锡的量,并且配合着潮湿海绵进行清理,可以看到前面烙铁头的二级污损也逐步被清理。 所以焊接铜网也只能清理二级污损。 这是一个焊死的尖头烙铁。 先利用海绵清理前面的一级污损。 下面在尝试一下这个烙铁头专用复活膏的效果。 在加热的烙铁头上沾上复活膏,可以看到烙铁头表面碳化痕迹还是存留在其表面。 然后再使用潮湿海绵进行清理,看到部分碳化污渍被清理掉了。 这个过程反复几次,可以看到污渍也来越多的被清除掉。但遗憾的是仍然还有三级污渍存留在烙铁头表面。 对于这种铲型烙铁头更明显,专用烙铁头复活膏只能去除二级污渍。 这里给出了四种去除二级污渍的方法。
▲ 图1.2.2 四种去除二级污渍的方法
3、三级污渍
那么对于顽固的三级污渍,究竟该使用什么方法呢? 那么只能痛下杀手了,使用这种美工刀片进行刮擦。 这种顺着刀口方向进行刮擦,具有很大的磨损效果。 对于烙铁表面的污渍去除效果好,但可能会刮伤烙铁头表面。 这种逆着刀口刮擦具有娇小的磨损,伤害烙铁头的程度更小。 所以采用你这刀口方向快速刮擦可以更好地去除污渍,同时也对烙铁头的磨损降低到最低。 可以看到这种效果非常漂亮。 再配合潮湿海绵和铜网则比较容易将烙铁头修复如新了。
▲ 图1.2.3 三级污损修复后的效果
在烙铁头上可能还会存在一些难以修复的小洞, 对于这些小洞, 也可以通过刀片刮擦来进行消除,不过需要特别小心,别损伤烙铁头表面。 这里给出了三级烙铁头污损的复活方案。
▲ 图1.2.4 一些非常难以修复的小洞
4、严重污渍
最后让我来看看这个严重污渍的情况。实际上烙铁头已经出现轻度的锈蚀。 下面就需要上砂纸了。 仅仅使用刻刀去除这种非常厚的锈迹不太有效果。 但如果使劲用砂纸打磨有可能改变烙铁头的形状。 烙铁头往往是多层金属制作而成, 内部是导热良好的铜,外部是坚硬的铁合金。 因此清理的时候需要使用手指捏着砂纸轻轻进行打磨。这样可以清理掉表面的污渍,同时不损伤烙铁外形。
▲ 图1.2.5 打磨带有锈渍的烙铁头
打磨之后,需要尽快加热上锡,形成一层保护锡层。 后面再配合二级污渍去除方法,最终可以将烙铁头进行完美的复活。
总结
本文给出了几种复活烙铁头的方法, 在每次不用烙铁的时候,需要将其清理并补上 一些焊锡,然后掉电。
▲ 图2.1 上锡掉电是保护烙铁头的好的方法



.jpg?x-oss-process=image/resize,m_fill,w_128,h_96)

