01 为什么拼板
电路板设计完以后需要上SMT贴片流水线贴上元器件,每个SMT的加工工厂都会根据流水线的加工要求,规定电路板的最合适的尺寸规定,比如尺寸太小或者太大,流水线上固定电路板的工装就没法固定。
那么问题来了,如果我们的电路板本身尺寸小于工厂给的尺寸规定时怎么办?那就是需要我们把电路板拼板,把多个电路板拼成一整块。拼版无论对于高速贴片机还是对于波峰焊都能显著提高效率。
02 拼板说明
○外形尺寸
a.为方便加工,单板板角或工艺边应为R型倒角,一般圆角直径为Φ5,小板可适当调整。
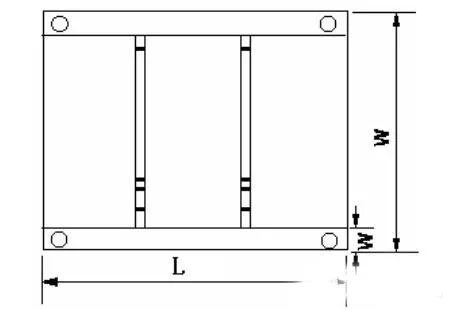
b.当单板尺寸小于100mm×70mm的PCB应进行拼板(见图3.1)。
拼板尺寸要求:
长度L:100mm ~ 400mm
宽度W:70mm ~ 400mm
图3.1
○不规则的PCB
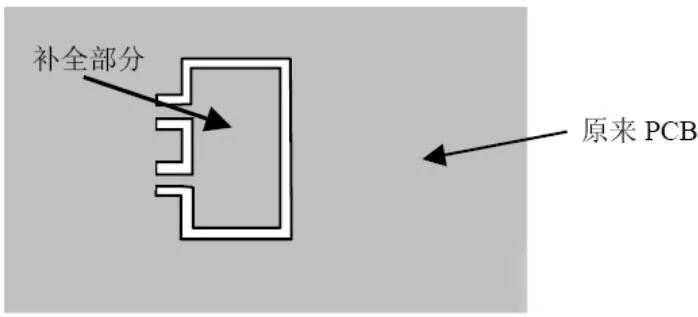
不规则形状且没拼板的PCB 应加工艺边。若PCB 上有开孔大于等于5mm×5mm的地方,在设计时要先将孔补全,以避免焊接时造成漫锡和板变形,补全部分和原有的PCB 部分要以单边几点连接,在波峰焊后将之去掉(见图3.2)
图3.2
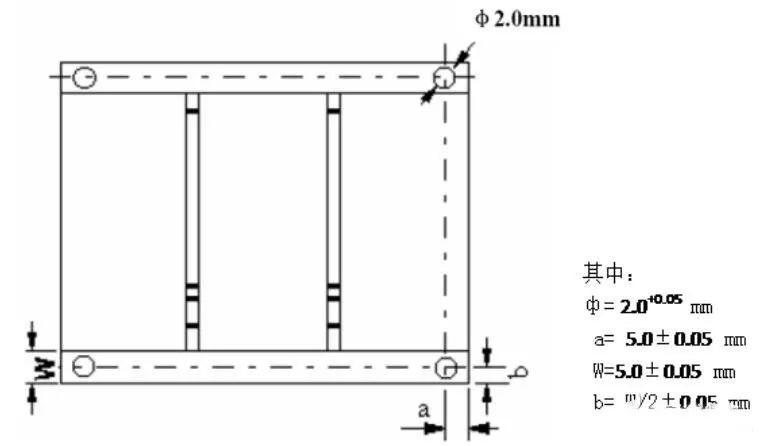
当工艺边与PCB的连接为V形槽时,器件外边缘与V形槽的距离≥2mm;当工艺边与PCB的连接为邮票孔时,邮票孔周围2mm内不允许布置器件和线路。
图3.3
○拼板
拼板方向应平行传送边方向设计, 当尺寸不能满足上述拼版尺寸要求的例外。一般要求“V-CUT”或邮票孔线数量≤3(对于细长的单板可以例外),见图3.4。
图3.4
异形板的拼板,要注意子板与子板间的连接,尽量使每一步分离的连接处处在一条线上,见图3.5所示。
图3.5
03 pcb拼板十大注意事项
一般情况下,PCB生产都会进行所谓的拼板(Panelization)作业,目的是为了增加SMT产线的生产效率,那在PCB拼板中,又要注意哪些细节?下面就一起来了解下。
1.PCB拼板外框(夹持边)应采用闭环设计,确保PCB拼板固定在夹具上以后不会变形。
2.PCB拼板外形尽量接近正方形,推荐采用2×2、3×3、……拼板,但不要拼成阴阳板。
3.PCB拼板宽度≤260mm(SIEMENS线)或≤300mm(FUJI线);如果需要自动点胶,PCB拼板宽度×长度≤125mm×180mm。
4.PCB拼板内的每块小板至少要有三个定位孔,3≤孔径≤6 mm,边缘定位孔1mm内不允许布线或者贴片。
5.小板之间的中心距控制在75mm~145mm之间。
6.设置基准定位点时,通常在定位点的周围留出比其大1.5mm的无阻焊区。
7.拼板外框与内部小板、小板与小板之间的连接点附近不能有大的器件或伸出的器件,且元器件与PCB板的边缘应留有大于0.5mm的空间,以保证切割刀具正常运行。
8.在拼板外框的四角开出四个定位孔,孔径4mm±0.01mm;孔的强度要适中,保证在上下板过程中不会断裂;孔径及位置精度要高,孔壁光滑无毛刺。
9.用于PCB的整板定位和用于细间距器件定位的基准符号,原则上间距小于0.65mm的QFP应在其对角位置设置;用于拼版PCB子板的定位基准符号应成对使用,布置于定位要素的对角处。
10.大的元器件要留有定位柱或者定位孔,重点如I/O接口、麦克风、电池接口、微动开关、耳机接口、马达等。
来源:PCBworld


 发表于 2020-5-20 09:42:48
发表于 2020-5-20 09:42:48




 /1
/1 
